


Построение характерных операций на токарных станках.
Ниже показаны характерные наладки токарных автоматов различных типов и приводятся общие указания по проектированию технологических процессов на автоматах.
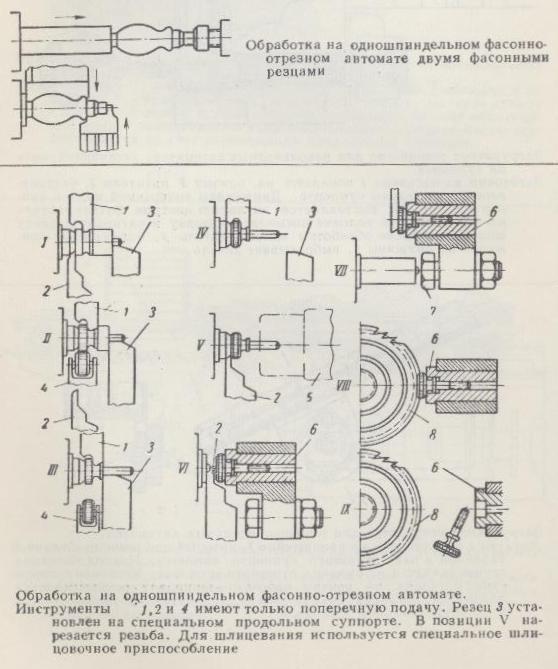
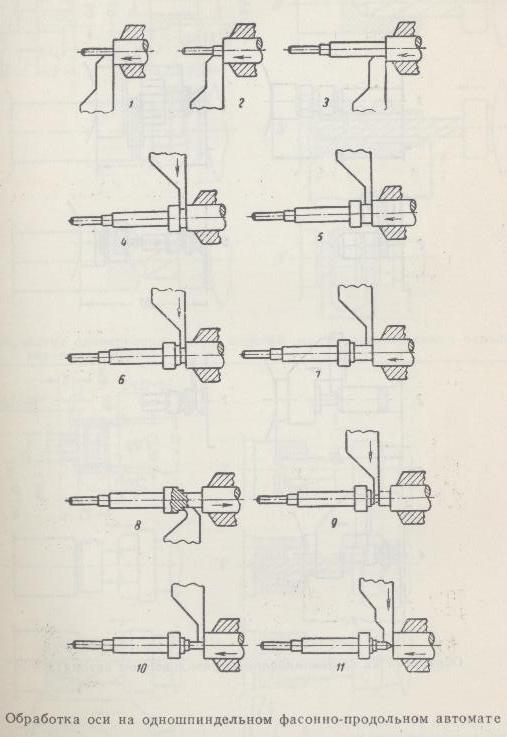
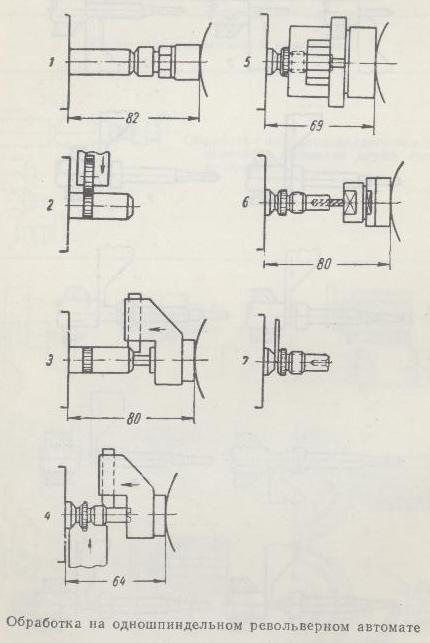
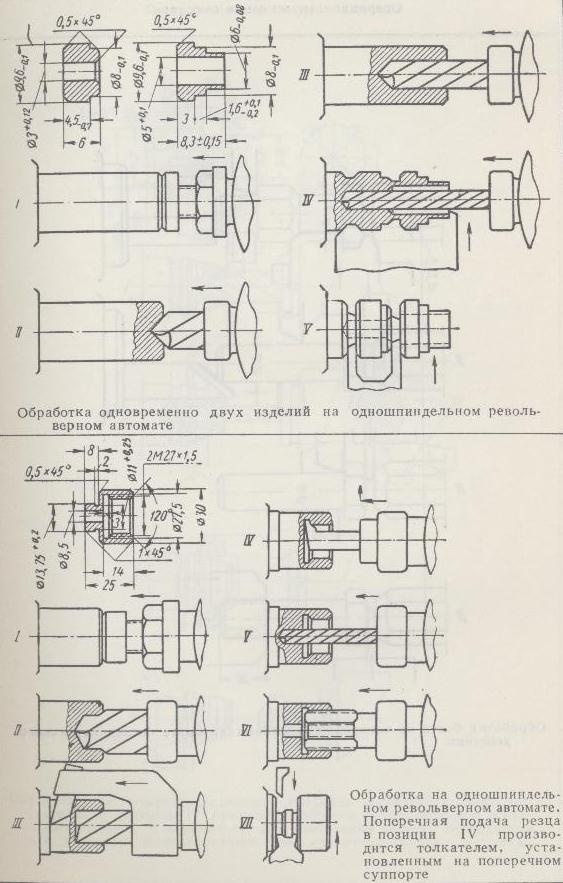
Характерные наладки токарных автоматов.
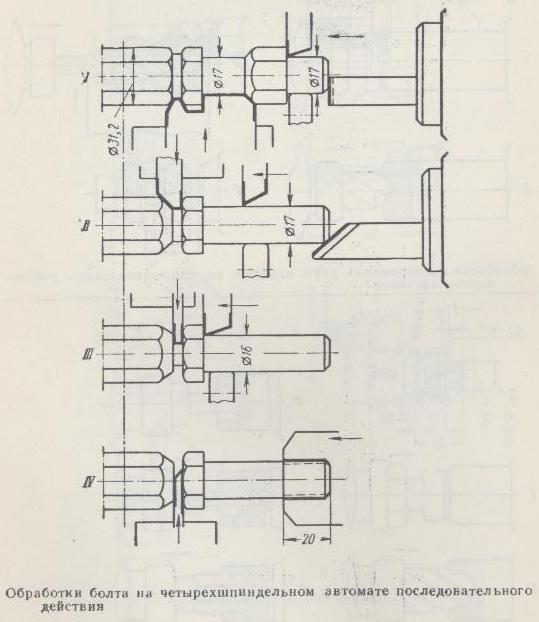
При проектировании автоматных наладок нужно соблюдать следующие основные правила:
- Максимально использовать принцип возможных совмещений операций (совмещений работы поперечных суппортов, а также продольной обточки, с работой осевого инструмента) и совмещения холостых ходов с рабочими. Для многошпиндельных автоматов следует стремится к одинаковой продолжительности обработки на всех позициях.
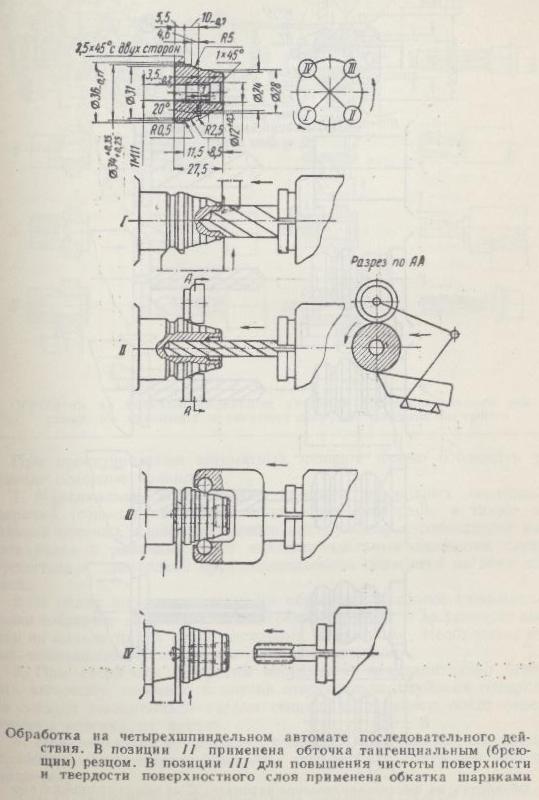
- В целях повышения точности обработки наиболее тяжелые операции (обдирка, накатывание, поперечное точение и др.) следует выносить на начало цикла перед чистовыми операциями. Необходимо избегать совмещения чистовых и обдирочных операций.
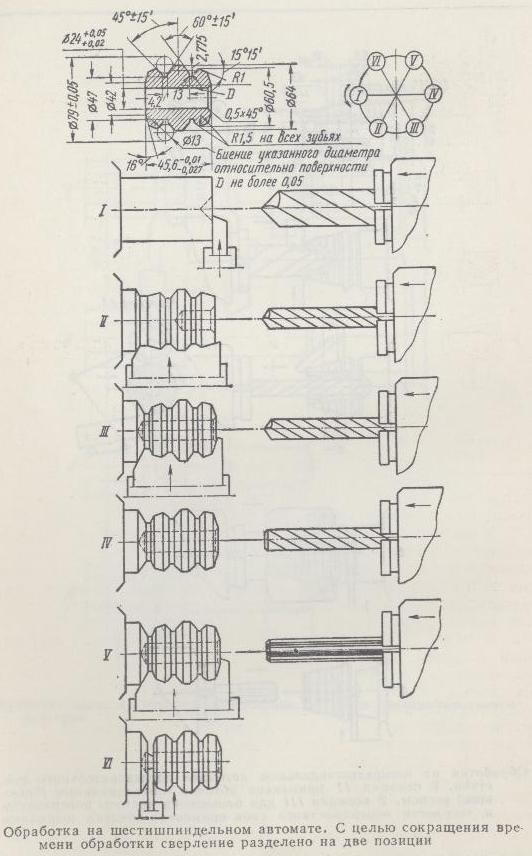
- При сверлении отверстий необходимо предварительно центровать заготовку, особенно в случае относительно глубоких отверстий. Не следует пользоваться следом сверла, остающимся после отрезки готового изделия от прутка.
- При сверлении ступенчатых отверстий для сокращения времени обработки целесообразно начинать сверление с отверстий больших диаметров.
- Для сохранения дорогостоящих фасонных резцов при работе по корке следует производить предварительную обточку более простым инструментом. В отдельных случаях для повышения точности рекомендуется применять два фасонных инструмента: один - для чернового прохода, другой - для чистового.
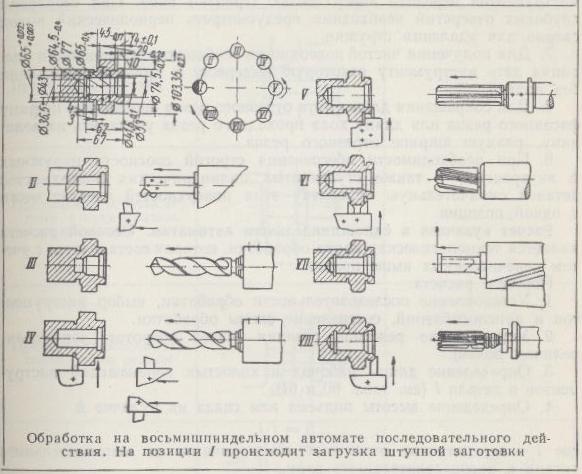
- Для лучшего схода стружки следует стремится к установке инструментов передней поверхностью (гранью) вниз. При сверлении глубоких отверстий необходимо предусмотреть периодический вывод сверла для удаления стружки.
- Для получения чистовой поверхности необходимо по окончании операции дать инструменту некоторую выдержку в крайнем положении без подачи.
- Для сокращения длины пути отрезного резца необходимо ширину фасонного резца или длину хода проходного резца увеличить на величину, равную ширине отрезного резца.
- При необходимости обеспечения строгой соосности наружных и внутренних, а также ступенчатых цилиндрических поверхностей деталей окончательную обработку этих поверхностей следует вести в одной позиции.